En général, ces valeurs de départ seront à controller et en fonction des conditions vous permétrons d’obtenir de bons résultats. Si ces valeurs sont trop élevées, il est possible de les rabaisser de 20 à 40%, mais il devient possible à ce moment là que le copeau ne se brise plus correctement. Si des conditions d’usinage optimales sont souhaitées au debut de la
production, nous pouvons fournir à la demande un avis sur mesure..
Conseils pour éviter les vibrations:
> augmenter ou diminuer la vitesses de coupe.
> augmenter ou diminuer l’avance.
> choisir un outil et une plaquette à angle positif.
> monter l’outil le plus court possible.
> choisir une plaquette de fi nition.
> s’assurer que la pièce est bien montée et serrée.
Conseils pour défi nir le choix d’un outil à aléser et des plaquettes:
> choisir le diamètre d’outil le plus gros possible en fonction du trou à aléser
> ne laisser l’outil dépasser du porte-outil que de la longueur strictement nécessaire.
> lubrifi er en abondance, ceci entraine aussi une meilleure évacuation des copeaux.
> choisir une plaquette de fi nition avec le plus petit rayon possible.
Conseils pour mauvais états de surfaces:
> réduire l’avance.
> augmenter les vitesses de coupe.
> utiliser une lubrifi cation.
> choisir une plaquette à coupe positive ou rectifi ée.
> améliorer la stabilité de l’outil et de la pièce.
Caractéristiques des plaquettes:
1er position:
NF2 N = plaquette négative reversible
PF2 P = plaquette positive
2ėme position::
NF2 F = usinage fi n (Tournage fi n et fi nition)
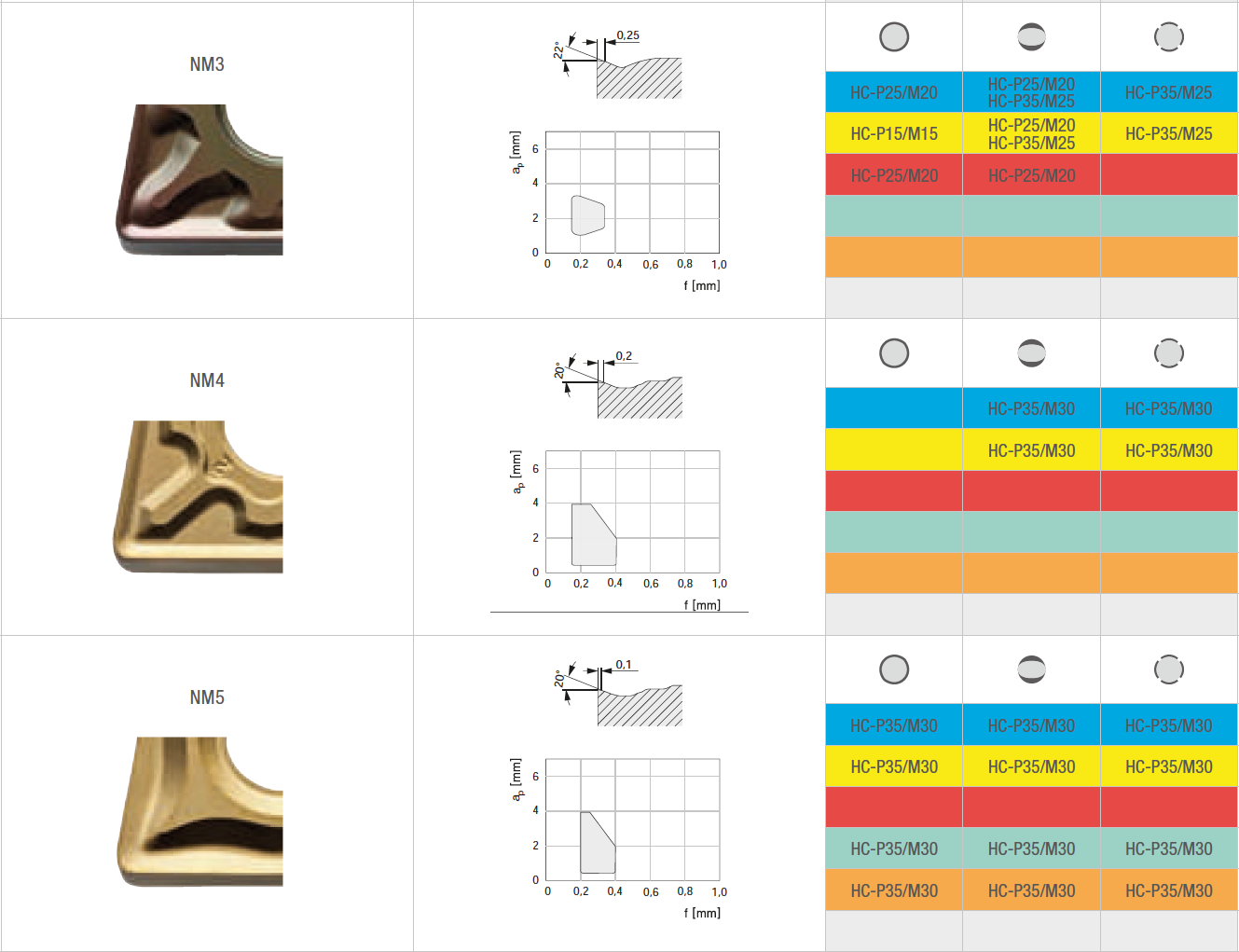
NM3 M = Tournage en général
NR4 R = Usinage d’ébauche ou en interrompu
PA2 A = Géomètrie pour usinage de l’aluminium
3ėme position:
PF2 2 : Plus le chiffre est petit, plus la plaquette est sujette à des usinages fi ns où de fi nition
NR4 4 : Plus le chiffre est grand, plus la plaquette est solide. Usinage d’ébauche et de fi nition
Formules de calcul des avances et des profondeurs de passes en fonction de la géométrie de la plaquette:
| NF2 | ap min | = rayon de bec en mm (mm) |
| ap max | = 2,4 mm | |
| f min | = 0,15 x rayon de bec en mm | |
| f max | = 0,26 x rayon de bec en mm | |
| NM3 | ap min | = 1,2 x rayon de bec en mm (mm) |
| ap max | = 0,35 x long. d’arête de coupe | |
| f min | = 0,28 x rayon de bec en mm | |
| f max | = 0,55 x rayon de bec en mm | |
| NR4 | ap min | = 2 x rayon de bec en mm |
| ap max | = 0,4 x long. d’arête de coupe | |
| f min | = 0,4 x rayon de bec en mm | |
| f max | = 0,65 x rayon de bec en mm | |
| PM3 | ap min | = 1,25 x rayon de bec en mm |
| ap max | = 0,33 x long. d’arête de coupe | |
| f min | = 0,25 x rayon de bec en mm | |
| f max | = 0,52 x rayon de bec en mm | |
| PM4 | ap min | = 1,25 x rayon de bec en mm |
| ap max | = 0,33 x long. d’arête de coupe | |
| f min | = 0,28 x rayon de bec en mm | |
| f max | = 0,52 x rayon de bec en mm | |