Por supuesto, puede haber condiciones restrictivas, como la estabilidad y la potencia de la máquina y el accesorio. Como resultado, no se pueden usar los valores especificados. Sin embargo, en general, encontrará que los valores de inicio que se pueden usar son excelentes, por lo que puede continuar trabajando de acuerdo con el resultado. Si encuentra que los valores son demasiado altos, puede comenzar con valores más bajos entre un 20 y un 40%, pero corre el riesgo de salir del área óptima de ruptura de viruta. Si desea comenzar de inmediato con valores óptimos para su aplicación, podemos proporcionarle un asesoramiento personalizado.
Consejos para prevenir las vibraciones::
> reducir o aumentar la velocidad de corte
> reducir o aumentar la fuente de alimentación
> elija un portaplaquitas positiva y plaquita (preferentemente afilado)
> mantener el portaplaquitas lo más corto posible
> elija una geometría para el mecanizado fino
> apriete la pieza de trabajo de la manera más estable posible
Consejos para elegir herramienta de torneado con las plaquitas correspondientes:
> elija de la herramienta de torneado el diámetro más grande posible
> elija la longitud de extensión más corta posible
> enfríe si es posible a través de la barra, también debido al lavado de las virutas
> elija un radio de punta que sea lo más pequeño posible
Los consejos para prevenir una mala superficie:
> reducir la velocidad de alimentación
> aumentar la velocidad de corte
> utilizar refrigerante (o grasa)
> elija una plaquita de corte fácil (afilado o positivo)
> mejorar la estabilidad de la herramienta y la pieza de trabajo
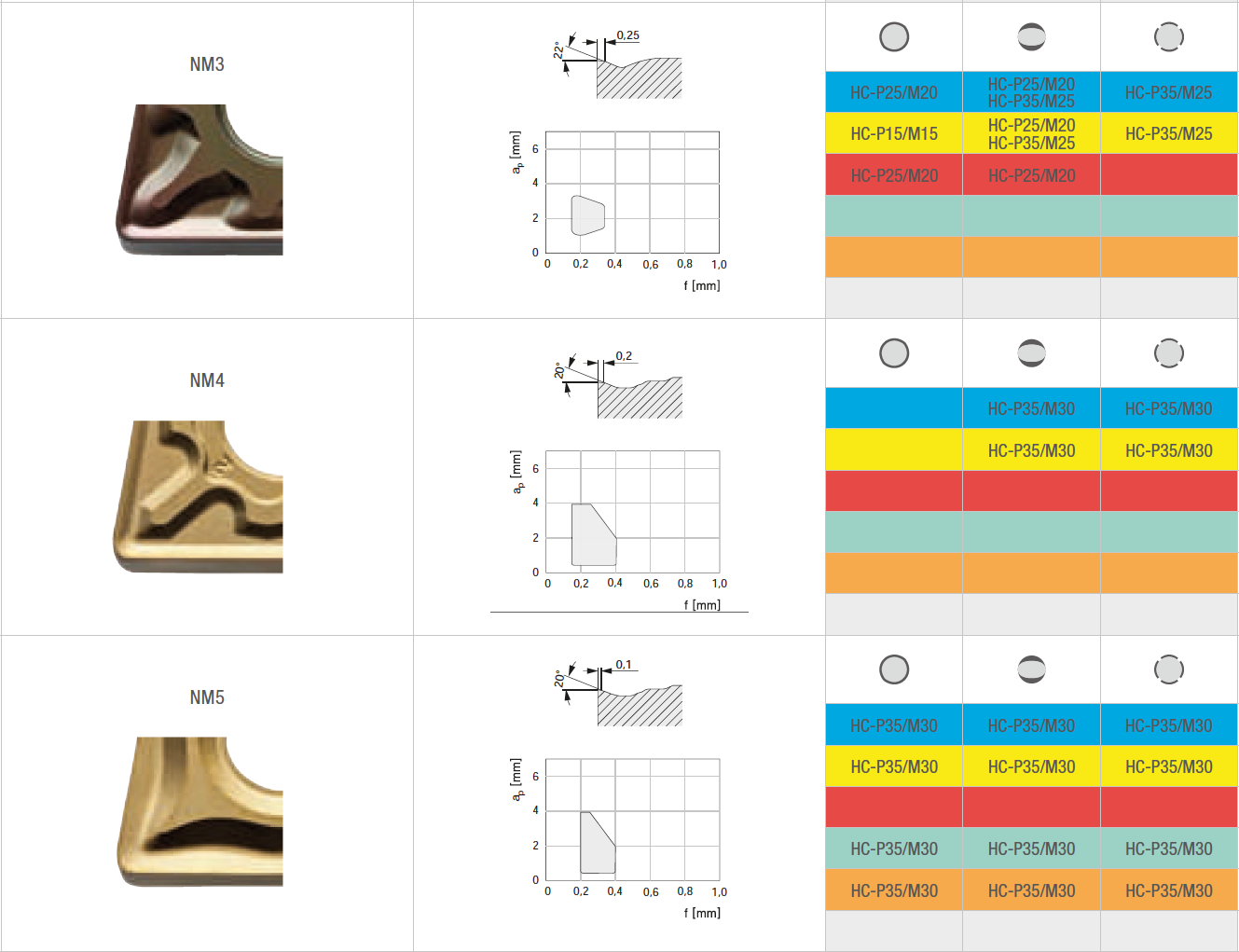
Indicación y explicación de la geometría de la plaquita:
1ª posición:
NF2 N = plaquita negativa (reversible)
PF2 P = plaquita positiva
2ª posición:
NF2 F = Fino (ligeramente giratorio, acabado)
NM3 M = Medio (uso universal)
NR4 R = rugoso (rugoso o giro previo, corte interrumpido)
PA2 A = Aluminio (geometría para aluminio)
3ª posición:
PF2 2 : cuanto más bajo es el número, más se ajusta la geometría a las secciones transversales de viruta pequeños
NR4 4 : Cuanto más alto sea el último número, más fuerte será la geometría
as fórmulas por geometría para calcular la nutrición (f) y la profundidad de corte (ap) son:
| NF2 | ap min | = radio de la nariz (mm) |
| ap max | = 2,4 mm | |
| f min | = 0,15 x radio de la nariz | |
| f max | = 0,26 x radio de la nariz | |
| NM3 | ap min | = 1,2 x radio de la nariz (mm) |
| ap max | = 0,35 x longitud del filo de corte | |
| f min | = 0,28 x radio de la nariz | |
| f max | = 0,55 x radio de la nariz | |
| NR4 | ap min | = 2 x radio de la nariz |
| ap max | = 0,4 x longitud del filo de corte | |
| f min | = 0,4 x radio de la nariz | |
| f max | = 0,65 x radio de la nariz | |
| PM3 | ap min | = 1,25 x radio de la nariz |
| ap max | = 0,33 x longitud del filo de corte | |
| f min | = 0,25 x radio de la nariz | |
| f max | = 0,52 x radio de la nariz | |
| PM4 | ap min | = 1,25 x radio de la nariz |
| ap max | = 0,33 x longitud del filo de corte | |
| f min | = 0,28 x radio de la nariz | |
| f max | = 0,52 x radio de la nariz | |