Natuurlijk kunnen er beperkende voorwaarden zijn zoals de stabiliteit en het vermogen van de machine en de opspanning. Hierdoor kunnen dan de opgegeven waarden niet ingezet worden.In het algemeen echter zult u ondervinden dat het prima inzetbare startwaarden zijn van waaruit u al na gelang het resultaat verder kunt werken. Wanneer u de waarden te hoog vindt kunt u met 20 tot 40% lagere waarden aanvangen maar loopt u het risico uit het optimale spaanbreuk gebied te geraken. Wanneer u direct met voor uw toepassing optimale waarden wilt beginnen, kunnen wij voor u op maat een advies uitbrengen.
Tips om trillingen te voorkomen:
> verlaag of verhoog de snijsnelheid
> verlaag of verhoog de voeding
> kies een positieve klemhouder en wisselplaat (bij voorkeur geslepen)
> houd de klemhouder zo kort mogelijk ingespannen
> kies een geometrie voor fijn bewerking
> span het werkstuk zo stabiel mogelijk in
Tips voor het kiezen van boorbeitels met bijbehorende wisselplaten:
> kies de grootst mogelijke boorbeitel-diameter
> kies een zo kort mogelijke uitsteeklengte
> koel indien mogelijk door de baar heen, dit ook in verband met het wegspoelen van de spanen
> kies een zo klein mogelijke neusradius
De tips voor het voorkomen van een slecht oppervlak:
> verlaag de aanzet
> verhoog de snijsnelheid
> gebruik koelvloeistof (of vetter)
> kies een makkelijk snijdende wisselplaat (geslepen of positief)
> verbeter de stabiliteit van het gereedschap en het werkstuk
Aanduiding en verklaring van de wisselplaatgeometrie:
1e positie:
NF2 N = Negatieve wisselplaat (omkeerbaar)
PF2 P = Positieve wisselplaat
2e positie:
NF2 F = Fijn (licht draaiwerk, nadraaien)
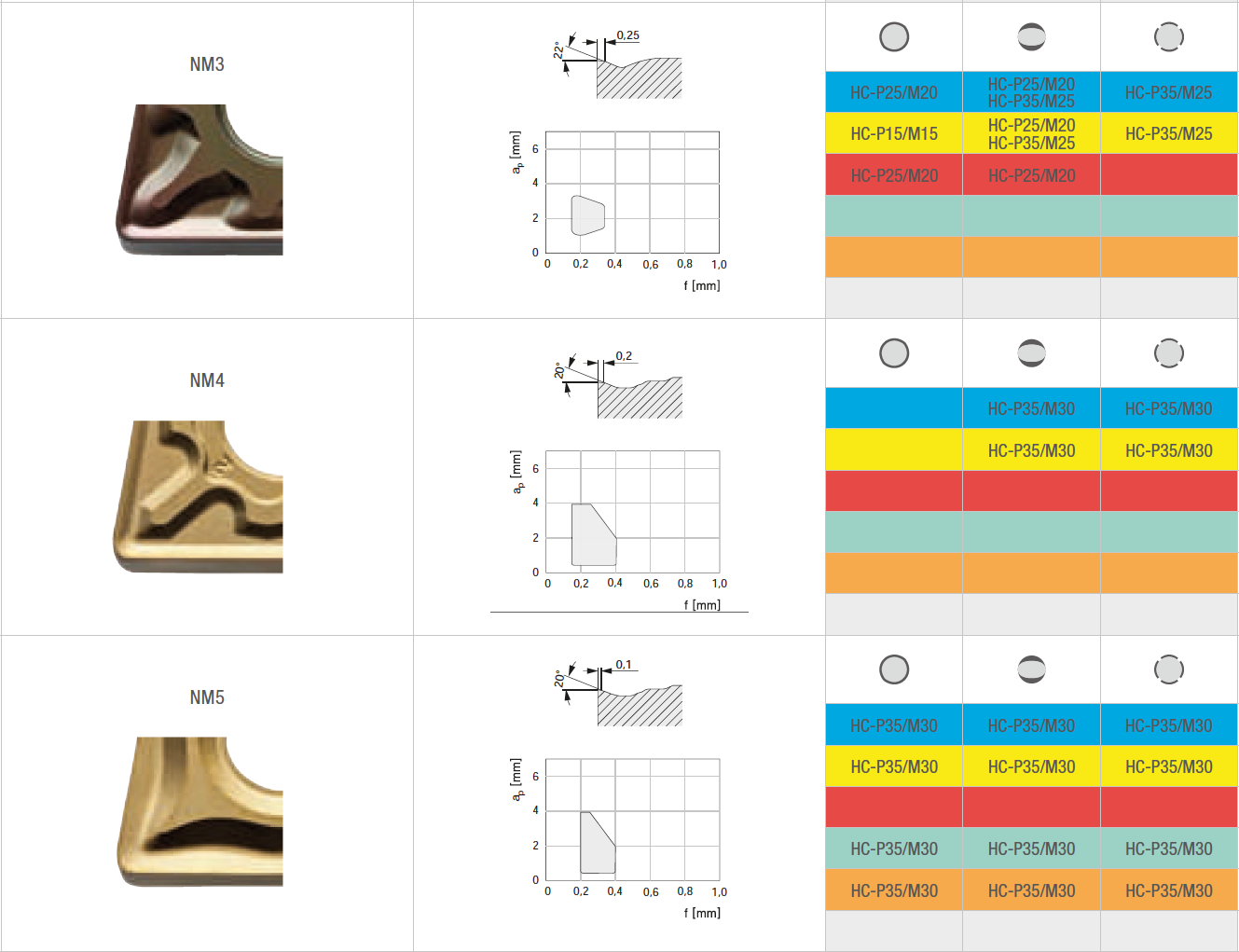
NM3 M = Middelmatig (universeel gebruik)
NR4 R = Ruwen (ruwen of voordraaien, onderbroken snede)
PA2 A = Aluminium (geometrie voor aluminium)
3e positie:
PF2 2 : Hoe lager het getal des te meer de geometrie afgestemd is op kleine spaandoorsneden
NR4 4 : Hoe hoger het laatste getal hoe sterker de geometrie
Formules per geometrie voor het berekenen van voeding (f) en snedediepte (ap) zijn:
| NF2 | ap min | = neusradius (mm) |
| ap max | = 2,4 mm | |
| f min | = 0,15 x neusradius | |
| f max | = 0,26 x neusradius | |
| NM3 | ap min | = 1,2 x neusradius (mm) |
| ap max | = 0,35 x snijkantlengte | |
| f min | = 0,28 x neusradius | |
| f max | = 0,55 x neusradius | |
| NR4 | ap min | = 2 x neusradius |
| ap max | = 0,4 x snijkantlengte | |
| f min | = 0,4 x neusradius | |
| f max | = 0,65 x neusradius | |
| PM3 | ap min | = 1,25 x neusradius |
| ap max | = 0,33 x snijkantlengte | |
| f min | = 0,25 x neusradius | |
| f max | = 0,52 x neusradius | |
| PM4 | ap min | = 1,25 x neusradius |
| ap max | = 0,33 x snijkantlengte | |
| f min | = 0,28 x neusradius | |
| f max | = 0,52 x neusradius | |