Natürlich kann es begrenzte Bedingungen geben, wie Stabilität und Leistung der Maschine und der Aufspannvorrichtung. Die angegebenen Werte können daher nicht verwendet werden. Im Allgemeinen werden Sie jedoch feststellen, dass die Startwerte, die verwendet werden können, hervorragend sind, von denen aus Sie entsprechend dem Ergebnis weiterarbeiten können. Wenn Sie die Werte zu hoch finden, können Sie mit 20 bis 40% niedrigeren Werten beginnen, aber Sie laufen Gefahr, aus dem optimalen Spanbruchbereich herauszukommen. Wenn Sie sofort mit optimalen Werten für Ihre Anwendung beginnen möchten, können wir Sie individuell beraten.
Tipps zum Vermeiden von Vibrationen:
> Verringern oder erhöhen Sie die Schnittgeschwindigkeit
> Reduzieren oder erhöhen Sie die Stromversorgung
> Einen positiven Klemmhalter auswählen und einsetzen (vorzugsweise geschliffen)
> Halten Sie den Klemmhalter so kurz wie möglich
> Wählen Sie eine Geometrie für die Feinbearbeitung
> Spannen Sie das Werkstück so stabil wie möglich an
Tipps zur Auswahl von Bohrern mit entsprechenden Einsätzen:
> Wählen Sie den größtmöglichen Bohrerdurchmesser
> Wählen Sie die kürzeste mögliche Verlängerungslänge
> Kühlen Sie nach Möglichkeit durch die Bar, auch in Zusammenhang mit dem Abwaschen der Bohrspäne
> Wählen Sie einen möglichst kleinen Nasenradius
Die Tipps zur Vermeidung einer schlechten Oberfläche:
> Vorschub reduzieren
> Erhöhen Sie die Schnittgeschwindigkeit
> Verwenden Sie Kühlmittel (oder Fett)
> Wählen Sie einen einfach zu schneidenden Einsatz (geschliffen oder positiv)
> Verbesserung der Stabilität des Werkzeugs und des Werkstücks
Angabe und Erläuterung der Einsatzgeometrie:
1. Stelle:
NF2 N = Negative Einlage (reversibel)
PF2 P = positive Einlage
2. Position:
NF2 F = Fein (leicht drehen, Schlichten)
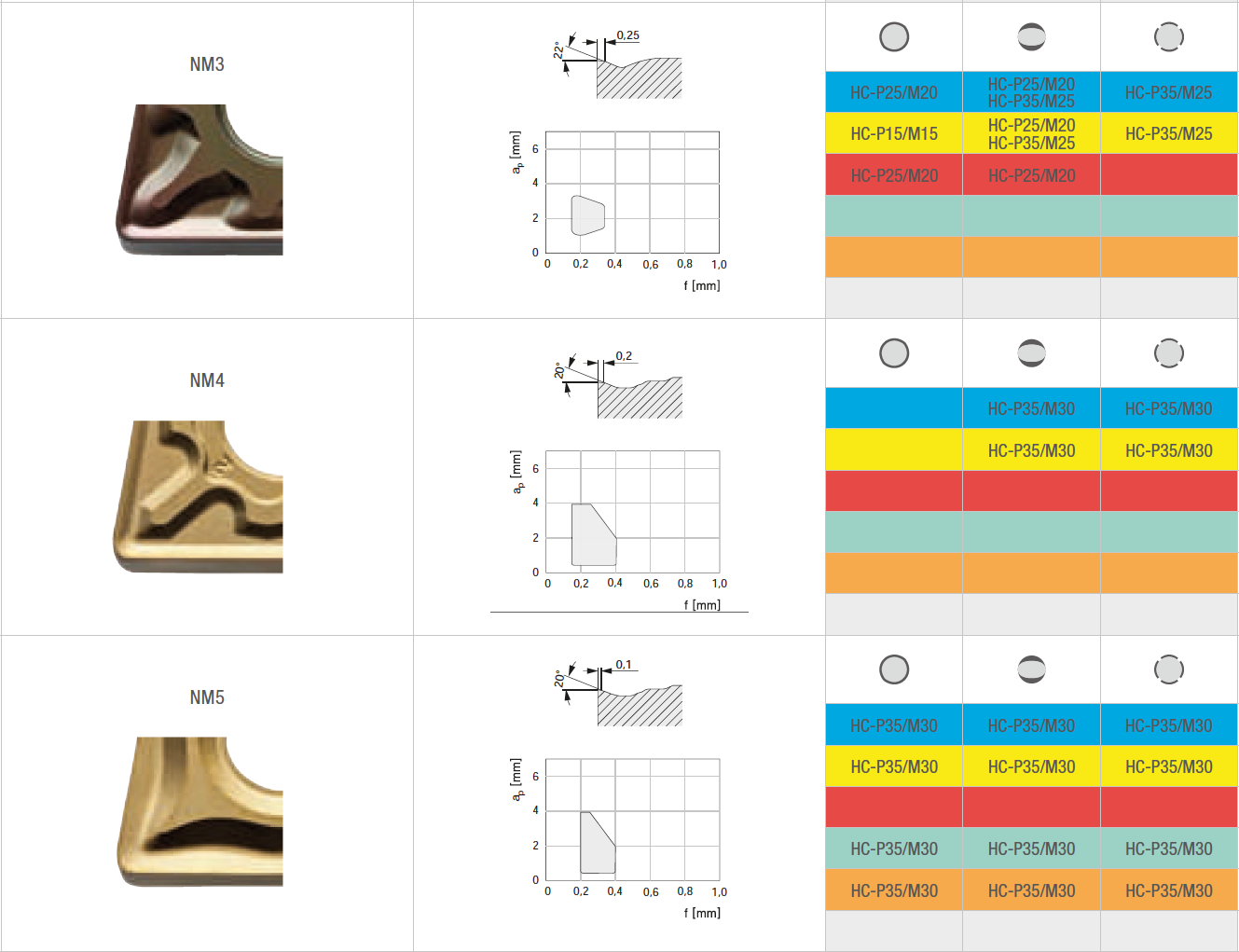
NM3 M = Medium (universeller Einsatz)
NR4 R = rau (Schruppen oder Schruppen, unterbrochener Schnitt)
PA2 A = Aluminium (Geometrie für Aluminium)
3. Position:
PF2 2: Je niedriger die Zahl, desto stärker ist die Geometrie auf kleine Spanquerschnitte abgestimmt
NR4 4: Je höher die letzte Zahl, desto stärker ist die Geometrie
Formeln pro Geometrie zur Berechnung der Ernährung (f) und der Schnittiefe (ap) sind:
| NF2 | ap min | = Nasenradius (mm) |
| ap max | = 2,4 mm | |
| f min | = 0,15 x Nasenradius | |
| f max | = 0,26 x Nasenradius | |
| NM3 | ap min | = 1,2 x Nasenradius (mm) |
| ap max | = 0,35 x Schneidenlänge | |
| f min | = 0,28 x Nasenradius | |
| f max | = 0,55 x Nasenradius | |
| NR4 | ap min | = 2 x Nasenradius |
| ap max | = 0,4 x Schneidenlänge | |
| f min | = 0,4 x Nasenradius | |
| f max | = 0,65 x Nasenradius | |
| PM3 | ap min | = 1,25 x Nasenradius |
| ap max | = 0,33 x Schneidenlänge | |
| f min | = 0,25 x Nasenradius | |
| f max | = 0,52 x Nasenradius | |
| PM4 | ap min | = 1,25 x Nasenradius |
| ap max | = 0,33 x Schneidenlänge | |
| f min | = 0,28 x Nasenradius | |
| f max | = 0,52 x Nasenradius | |